
Alkyl Levulinates from Furfuryl Alcohol Using CT151 Purolite as Heterogenous Catalyst: Optimization, Purification, and Recycling


Abstract
:1. Introduction
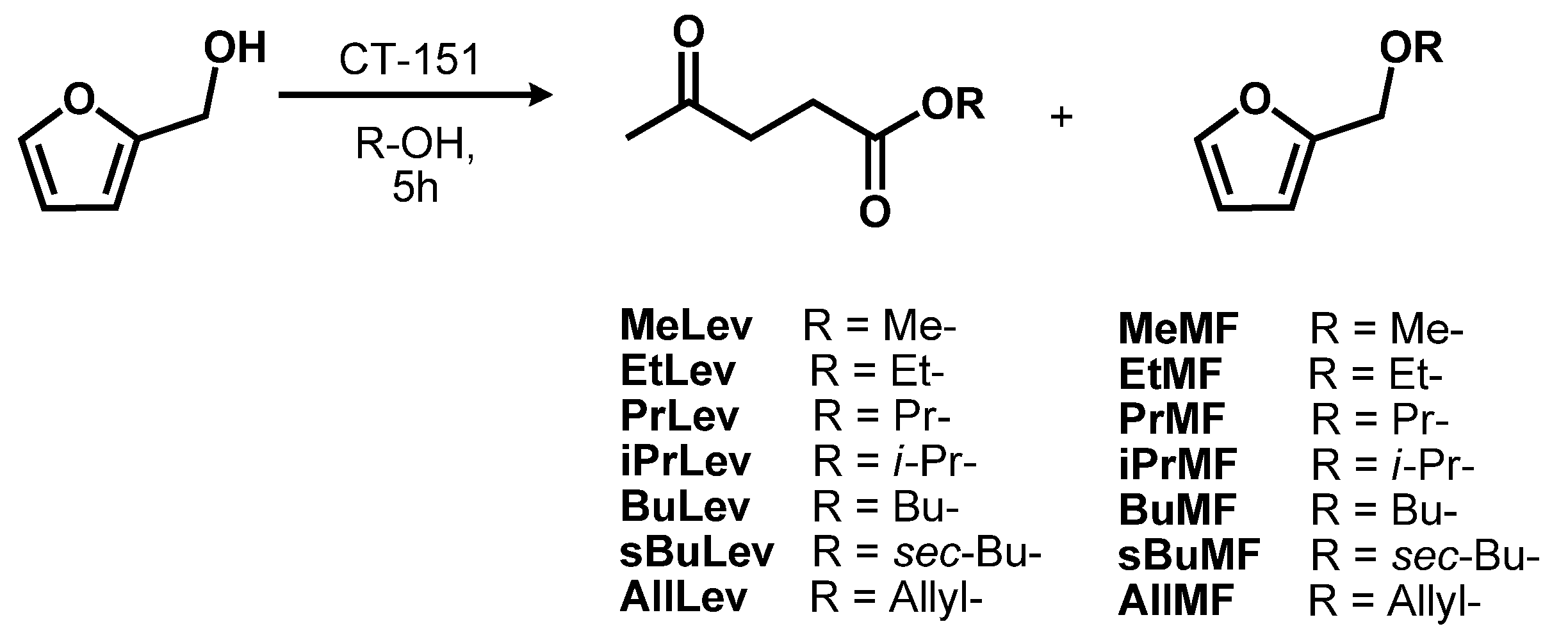
- Efficiency of commercially available acid catalysts for the preparation of a library of AlkLevs that optimize the reaction conditions;
- Preliminary investigations on a larger scale reaction (up to 5.0 g of FA) to address the purification of AlkLevs;
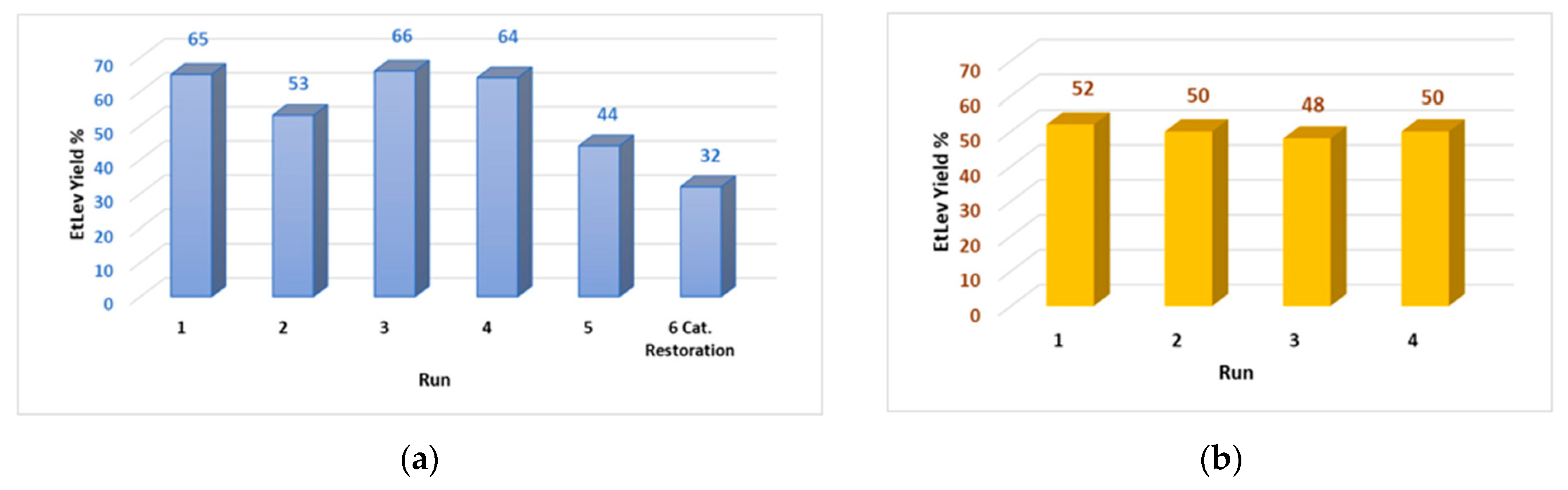
- Recycling of the catalyst and of the reagent used in stoichiometric excess.
2. Materials and Methods
2.1. General Synthetic Procedure for the Synthesis of Alkyl Levulinates in One Gram Scale
2.2. General Synthetic Procedure for the Synthesis of Alkyl Levulinates in Five Gram Scale
3. Results and Discussion
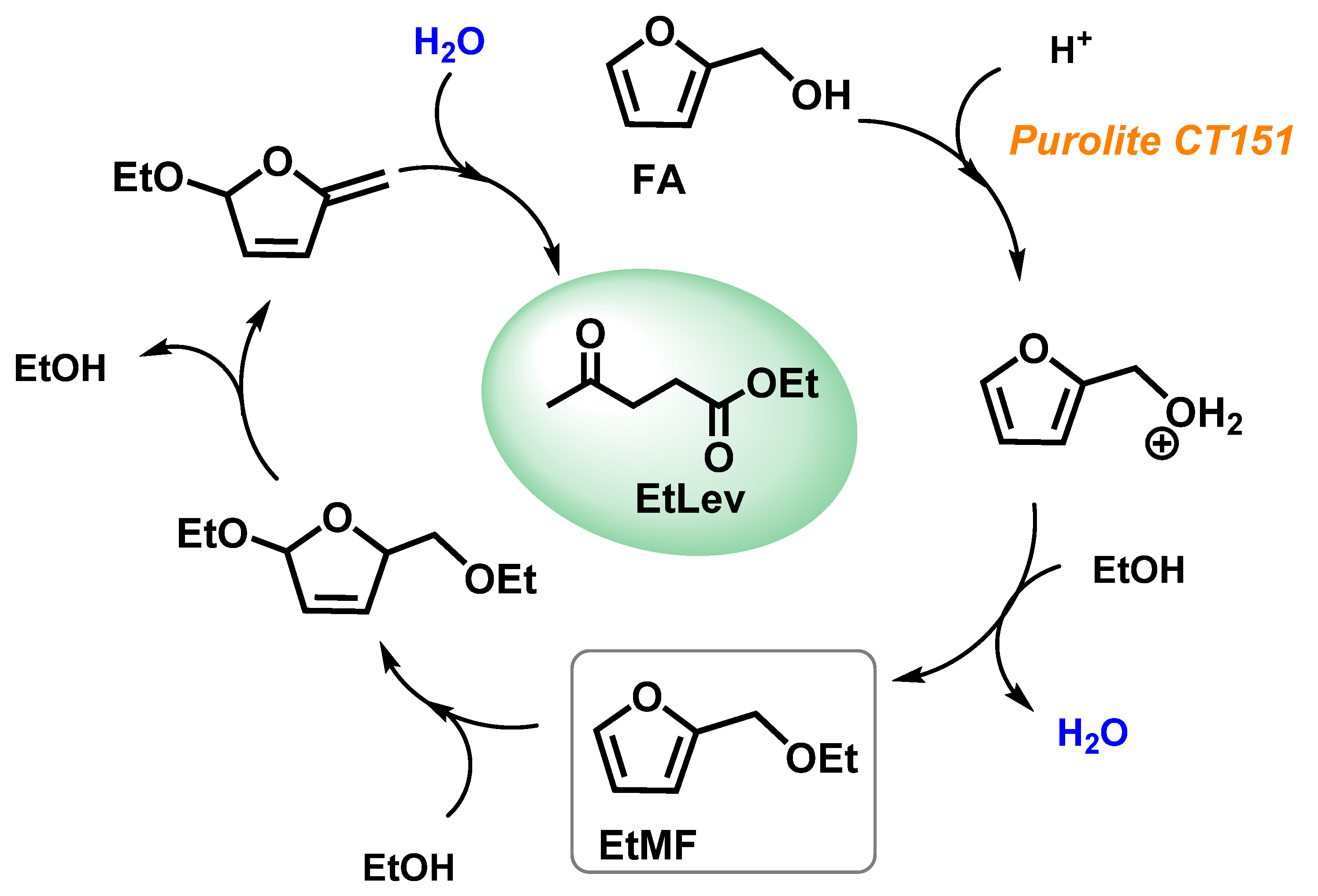
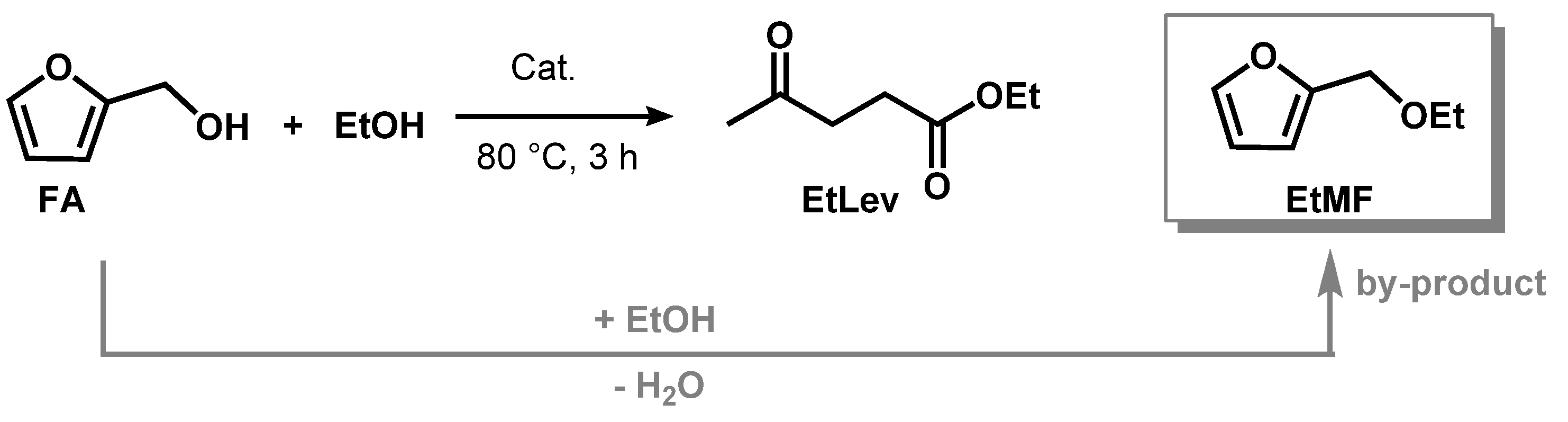
3.1. Ethyl Levulinate as Model Study: Optimization of the Reaction Conditions
- Purolite CT275, a macroporous catalyst showing excellent accessibility of active sites;
- Purolite CT269, a macroporous catalyst with very good mechanical resistance;
- Purolite CT151, a macroporous polystyrene crosslinked with divinylbenzene.
3.2. Alkyl Levulinates Syntheses, Products Isolation, and Catalyst Recycling
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Climent, M.J.; Corma, A.; Iborra, S. Conversion of biomass platform molecules into fuel additives and liquid hydrocarbon fuels. Green Chem. 2014, 16, 516–547. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Wu, S.; Li, B.; Zhang, H. Advances in the catalytic production of valuable levulinic acid derivatives. ChemCatChem 2012, 4, 1230–1237. [Google Scholar] [CrossRef]
- Liu, X.; Yang, W.; Zhang, Q.; Li, C.; Wu, H. Current approaches to alkyl levulinates via efficient valorization of biomass derivatives. Front. Chem. 2020, 8, 794. [Google Scholar] [CrossRef]
- Démolis, A.; Essayem, N.; Rataboul, F. Synthesis and applications of alkyl levulinates. ACS Sustain. Chem. Eng. 2014, 2, 1338–1352. [Google Scholar] [CrossRef]
- Christensen, E.; Williams, A.; Paul, S.; Burton, S.; McCormick, R.L. Properties and performance of levulinate esters as diesel blend components. Energy Fuels 2011, 25, 5422–5428. [Google Scholar] [CrossRef]
- Jia, S.; Ma, J.; Wang, D.; Wang, K.; Zheng, Q.; Song, C.; Guo, X. Fast and efficient upgrading of levulinic acid into long-chain alkyl levulinate fuel additives with a tungsten salt catalyst at low temperature. Sustain. Energy Fuels 2020, 4, 2018–2025. [Google Scholar] [CrossRef]
- Shrivastav, G.; Khan, T.S.; Agarwal, M.; Haider, M.A. Reformulation of gasoline to replace aromatics by biomass-derived alkyl levulinates. ACS Sustain. Chem. Eng. 2017, 5, 7118–7127. [Google Scholar] [CrossRef]
- Shao, Y.; Sun, K.; Li, Q.; Liu, Q.; Zhang, S.; Liu, Q.; Hu, G.; Hu, X. Copper-based catalysts with tunable acidic and basic sites for the selective conversion of levulinic acid/ester to gamma-valerolactone or 1,4-pentanediol. Green Chem. 2019, 21, 4499–4511. [Google Scholar] [CrossRef]
- Vaccaro, L.; Santoro, S.; Curini, M.; Lanari, D. The emerging use of γ-valerolactone as a green solvent. Chem. Today 2017, 35, 46–48. [Google Scholar]
- Raspolli Galletti, A.M.; Antonetti, C.; Fulignati, S.; Licursi, D. Direct alcoholysis of carbohydrate precursors and real cellulosic biomasses to alkyl levulinates: A critical review. Catalysts 2020, 10, 1221. [Google Scholar] [CrossRef]
- Ramírez, E.; Bringué, R.; Fitè, C.; Iborra, M.; Tejero, J.; Cunill, F. Assessment of ion exchange resins as catalysts for the direct transformation of fructose into butyl levulinate. Appl. Catal. A 2021, 612, 117988. [Google Scholar] [CrossRef]
- Liu, J.; Yang, B.-B.; Wang, X.-Q.; Liu, C.-L.; Yang, R.-Z.; Dong, W.-S. Glucose conversion to methyl levulinate catalyzed by metal ion-exchanged montmorillonites. Appl. Clay Sci. 2017, 141, 118–124. [Google Scholar] [CrossRef]
- Srinivasa Rao, B.; Krishna Kumari, P.; Dhana Lakshmi, D.; Lingaiah, N. One pot selective transformation of biomass derived chemicals towards alkyl levulinates over titanium exchanged heteropoly tungstate catalysts. Cat. Today 2018, 309, 269–275. [Google Scholar]
- Jiang, L.; Zhou, L.; Chao, J.; Zhao, H.; Lu, T.; Su, Y.; Yang, X.; Xu, J. Direct catalytic conversion of carbohydrates to methyl levulinate: Synergy of solid Brønsted acid and Lewis acid. Appl. Catal. B 2018, 220, 589–596. [Google Scholar] [CrossRef]
- Liu, J.; Wang, X.-Q.; Yang, B.-B.; Liu, C.-L.; Xu, C.-L.; Dong, W.-S. Highly efficient conversion of glucose into methyl levulinate catalyzed by tin-exchanged montmorillonite. Renew. Energy 2018, 120, 231–240. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, X.; Zou, W.; Yue, H.; Tian, G.; Feng, S. Conversion of carbohydrates to methyl levulinate catalyzed by sulfated montmorillonite. Cat. Commun. 2015, 62, 67–70. [Google Scholar] [CrossRef]
- Karnjanakom, S.; Maneechakr, P.; Samart, C.; Kongparakul, S.; Guan, G.; Bayu, S. Direct conversion of sugar into ethyl levulinate catalyzed by selective heterogeneous acid under co-solvent system. Cat. Commun. 2020, 143, 106058. [Google Scholar] [CrossRef]
- Heda, J.; Niphadkar, P.; Bokade, V. Efficient synergetic combination of H-USY and SnO2 for direct conversion of glucose into ethyl levulinate (biofuel additive). Energy Fuels 2019, 33, 2319–2327. [Google Scholar] [CrossRef]
- Tiong, Y.W.; Yap, C.L.; Gan, S.; Yap, W.S.P. Conversion of biomass and its derivatives to levulinic acid and levulinate esters via ionic liquids. Ind. Eng. Chem. Res. 2018, 57, 4749–4766. [Google Scholar] [CrossRef]
- Liu, R.; Chen, J.; Huang, X.; Chen, L.; Ma, L.; Li, X. Conversion of fructose into 5-hydroxymethylfurfural and alkyl levulinates catalyzed by sulfonic acid-functionalized carbon materials. Green Chem. 2013, 15, 2895–2903. [Google Scholar] [CrossRef]
- Song, D.; Zhang, Q.; Sun, Y.; Zhang, P.; Guo, Y.-H.; Hu, J.-L. Design of ordered mesoporous sulfonic acid functionalized ZrO2/organosilica bifunctional catalysts for direct catalytic conversion of glucose to ethyl levulinate. ChemCatChem 2018, 10, 4953–4965. [Google Scholar] [CrossRef]
- Bart, H.J.; Reidetschlager, J.; Schatka, K.; Lehmann, A. Kinetics of esterification of levulinic acid with n-butanol by homogeneous catalysis. Ind. Eng. Chem. Res. 1994, 33, 21–25. [Google Scholar] [CrossRef]
- Melero, J.A.; Morales, G.; Iglesias, J.; Paniagua, M.; Hernandez, B.; Penedo, S. Efficient conversion of levulinic acid into alkyl levulinates catalyzed by sulfonic mesostructured silicas. Appl. Catal. A Gen. 2013, 466, 116–122. [Google Scholar] [CrossRef]
- Sankar, E.S.; Mohan, V.; Suresh, M.; Saidulu, G.; Raju, B.D.; Rao, K.S.R. Vapor phase esterification of levulinic acid over ZrO2/SBA-15 catalyst. Catal. Commun. 2016, 75, 1–5. [Google Scholar] [CrossRef]
- Mamman, A.S.; Lee, J.-M.; Kim, Y.-C.; Hwang, I.T.; Park, N.-J.; Hwang, Y.K.; Chang, J.-S.; Hwang, J.-S. Furfural: Hemicellulose/xylose derived biochemical. Biofuels Bioprod. Biorefin. 2008, 2, 438–454. [Google Scholar] [CrossRef]
- Huang, Y.-B.; Yang, T.; Zhou, M.-C.; Pan, H.; Fu, Y. Microwave-assisted alcoholysis of furfural alcohol into alkyl levulinates catalyzed by metal salts. Green Chem. 2016, 18, 1516–1523. [Google Scholar] [CrossRef]
- Bernal, H.G.; Oldani, C.; Funaioli, T.; Raspolli Galletti, A.M. AQUIVION perfluorosulfonic acid resin for butyl levulinate production from furfuryl alcohol. New J. Chem. 2019, 43, 14694–14700. [Google Scholar] [CrossRef]
- Van De Graaf, W.D.; Lange, J.-P. Process for the Conversion of Furfuryl Alcohol into Levulinic Acid or Alkyl Levulinate. U.S. Patent 2007/49771 A1, 4 September 2007. [Google Scholar]
- Lange, J.P.; van de Graaf, W.D.; Haan, R.J. Conversion of furfuryl alcohol into ethyl levulinate using solid acid catalysts. ChemSusChem 2009, 2, 437–441. [Google Scholar] [CrossRef]
- Jorge, E.Y.C.; Lima, T.D.M.; Lima, C.G.S.; Marchini, L.; Castelblanco, W.N.; Rivera, D.G.; Urquieta-González, E.A.; Varma, R.S.; Paixão, M.W. Metal-exchanged magnetic β-zeolites: Valorization of lignocellulosic biomass-derived compounds to platform chemicals. Green Chem. 2017, 19, 3856–3868. [Google Scholar] [CrossRef]
- Nandiwale, K.Y.; Pande, A.M.; Bokade, V.V. One step synthesis of ethyl levulinate biofuel by ethanolysis of renewable furfuryl alcohol over hierarchical zeolite catalyst. RSC Adv. 2015, 5, 79224–79231. [Google Scholar] [CrossRef]
- Zhao, D.; Prinsen, P.; Wang, Y.; Ouyang, W.; Delbecq, F.; Len, C.; Luque, R. Continuous flow alcoholysis of furfuryl alcohol to alkyl levulinates using zeolites. ACS Sustain. Chem. Eng. 2018, 6, 6901–6909. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Wang, X.; Peng, Q.; Hui, W.; Hu, A.; Wang, H. Zr-DBS with sulfonic group: A green and highly efficient catalyst for alcoholysis of furfuryl alcohol to ethyl levulinate. Catal. Lett. 2021, 151, 2622–2630. [Google Scholar] [CrossRef]
- Yogita Rao, B.S.; Subrahmanyam, C.; Lingaiah, N. The selective conversion of furfuryl alcohol to ethyl levulinate over Zr-modified tungstophosphoric acid supported on β-zeolites. New J. Chem. 2021, 45, 3224–3233. [Google Scholar] [CrossRef]
- Tiwari, M.S.; Gawade, A.B.; Yadav, G.D. Magnetically separable sulfated zirconia as highly active acidic catalysts for selective synthesis of ethyl levulinate from furfuryl alcohol. Green Chem. 2017, 19, 963–976. [Google Scholar] [CrossRef]
- Siva Sankar, E.; Saidulu, R.; Jyothi, Y.; David Raju, B.; Rama Rao, K.S. Alcoholysis of furfuryl alcohol into n-butyl levulinate over sba-16 supported heteropoly acid catalyst. Catal. Lett. 2017, 147, 2807–2816. [Google Scholar] [CrossRef]
- Sun, Y.; Guo, Y.; Song, D.; An, S. Efficient conversion of levulinic acid or furfuryl alcohol into alkyl levulinates catalyzed by heteropoly acid and ZrO2 bifunctionalized organosilica nanotubes. J. Catal. 2016, 333, 184–199. [Google Scholar]
- Zhang, Z.; Dong, K.; Zhao, Z. Efficient conversion of furfuryl alcohol into alkyl levulinates catalyzed by an organic-inorganic hybrid solid acid catalyst. ChemSusChem 2011, 4, 112–118. [Google Scholar] [CrossRef]
- Dicks, J.S.; Keogh, J.; Manyar, H.G.; Ranade, V.V.; Tiwari, M.S. Direct conversion of furfuryl alcohol to butyl levulinate using tin exchanged tungstophosphoric acid catalysts. Mol. Catal. 2020, 488, 110918. [Google Scholar]
- Zhao, G.; Liu, M.; Xia, X.; Li, L.; Xu, B. Conversion of furfuryl alcohol into ethyl levulinate over glucose-derived carbon-based solid acid in ethanol. Molecules 2019, 24, 1881. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Zhang, H.; Ao, Z.; Zhang, S. Hydrothermal carbon enriched with sulfonic and carboxyl groups as an efficient solid acid catalyst for butanolysis of furfuryl alcohol. Catal. Commun. 2019, 123, 109–113. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, D.; Triantafyllidis, K.S.; Ouyang, W.; Luque, R.; Len, C. Microwave-assisted catalytic upgrading of bio-based furfuryl alcohol to alkyl levulinate over commercial non-metal activated carbon. Mol. Catal. 2020, 480, 110630. [Google Scholar] [CrossRef]
- Song, D.; An, S.; Sun, Y.; Zhang, P.; Guo, Y.; Zhou, D. Ethane-bridged organosilica nanotubes functionalized with arenesulfonic acid and phenyl groups for the efficient conversion of levulinic acid or furfuryl alcohol to ethyl levulinate. ChemCatChem 2016, 8, 2037–2048. [Google Scholar] [CrossRef]
- Chada, R.R.; Koppadi, K.S.; Enumula, S.S.; Kondeboina, M.; Kamaraju, S.R.R.; Burri, D.R. Continuous synthesis of fuel additives alkyl levulinates via alcoholysis of furfuryl alcohol over silica supported metal oxides. Catal. Lett. 2018, 148, 1731–1738. [Google Scholar] [CrossRef]
- Lu, B.; An, S.; Song, D.; Su, F.; Yang, X.; Guo, Y. Design of organosulfonic acid functionalized organosilica hollow nanospheres for efficient conversion of furfural alcohol to ethyl levulinate. Green Chem. 2015, 17, 1767–1778. [Google Scholar] [CrossRef]
- An, S.; Song, D.; Lu, B.; Yang, X.; Guo, Y.-H. Morphology tailoring of sulfonic acid functionalized organosilica nanohybrids for the synthesis of biomass-derived alkyl levulinates. Chem. Eur. J. 2015, 21, 10786–10798. [Google Scholar] [CrossRef]
- Neves, P.; Antunes, M.M.; Russo, P.A.; Abrantes, J.P.; Lima, S.; Fernandes, A.; Pillinger, M.; Rocha, S.M.; Ribeiro, M.F.; Valente, A.A. Production of biomass-derived furanic ethers and levulinate esters using heterogeneous acid catalysts. Green Chem. 2013, 15, 3367–3376. [Google Scholar] [CrossRef]
- Kim, J.; Shin, M.; Suh, Y.-W. Etherification of biomass-derived furanyl alcohols with aliphatic alcohols over silica-supported nickel phosphide catalysts: Effect of surplus P species on the acidity. Appl. Catal. A 2020, 603, 117763. [Google Scholar]
- Wang, G.; Zhang, Z.; Song, L. Efficient and selective alcoholysis of furfuryl alcohol to alkyl levulinates catalyzed by double SO3H-functionalized ionic liquids. Green Chem. 2014, 16, 1436–1443. [Google Scholar] [CrossRef]
- Hengne, A.M.; Kamble, S.B.; Rode, C.V. Single pot conversion of furfuryl alcohol to levulinic esters and γ-valerolactone in the presence of sulfonic acid functionalized ILs and metal catalysts. Green Chem. 2013, 15, 2540–2547. [Google Scholar] [CrossRef]
- Paniagua, M.; Iglesias, M.; Hernández, L.-A. Catalytic upgrading of furfuryl alcohol to bio-products: Catalysts screening and kinetic analysis. Appl. Catal. A 2017, 537, 74–82. [Google Scholar] [CrossRef]
- Liu, X.-F.; Li, H.; Zhang, H.; Pan, H.; Huang, S.; Yang, K.-L.; Yang, S. Efficient conversion of furfuryl alcohol to ethyl levulinate with sulfonic acid-functionalized MIL-101(Cr). RSC Adv. 2016, 6, 90232–90238. [Google Scholar] [CrossRef]
- Gupta, S.S.R.; Kantam, M.L. Catalytic conversion of furfuryl alcohol or levulinic acid into alkyl levulinates using a sulfonic acid-functionalized hafnium-based MOF. Catal. Commun. 2019, 124, 62–66. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuan, H.; Wang, Y.; Ke, Y. Preparation and characterisation of ordered mesoporous SO42−/Al2O3 and its catalytic activity in the conversion of furfuryl alcohol to ethyl levulinate. J. Solid State Chem. 2019, 280, 120991. [Google Scholar] [CrossRef]
- Biancalana, L.; Fulignati, S.; Antonetti, C.; Zacchini, S.; Provinciali, G.; Pampaloni, G.; Raspolli Galletti, A.M.; Marchetti, F. Ruthenium p-cymene complexes with α-diimine ligands as catalytic precursors for the transfer hydrogenation of ethyl levulinate to γ-valerolactone. New J. Chem. 2018, 42, 17574–17586. [Google Scholar] [CrossRef]
- Kuo, C.; Poyraz, A.S.; Jin, L.; Meng, Y.; Pahalagedara, L.; Chen, S.; Kriz, D.A.; Guild, C.; Gudz, A.; Suib, S.L. Heterogeneous acidic TiO2 nanoparticles for efficient conversion of biomass derived carbohydrates. Green Chem. 2014, 16, 785–791. [Google Scholar] [CrossRef]
- Guo, K.; Huang, J.; Li, A.; Li, Y.; Yang, Z.; Zhang, Z. Photoredox-Catalyzed isomerization of highly substituted allylic alcohols by C−H bond activation. Angew. Chem. 2020, 59, 11660–11668. [Google Scholar] [CrossRef]
- Bartoli, G.; Bosco, M.; Carlone, A.; Dalpozzo, R.; Marcantoni, E.; Melchiorre, P.; Sambria, L. Reaction of dicarbonates with carboxylic acids catalyzed by weak lewis acids: General method for the synthesis of anhydrides and esters. Synthesis 2007, 22, 3489–3496. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| # | Catalyst | Conv. | 1H-NMR Yield | ||
|---|---|---|---|---|---|
| (%) | EtLev (%) | EtMF (%) | |||
| Heterogeneous (10% wt.) | 1 | --- | 0 | 0 | 0 |
| 2 | Amberlyst-15 b | 100 | 22 | 16 | |
| 3 | CT275 | 48 | 8 | 11 | |
| 4 | CT275 b | 100 | 27 | 12 | |
| 5 | CT269 | 64 | 11 | 17 | |
| 6 | CT269 b | 100 | 25 | 14 | |
| 7 | CT151 | 44 | 14 | 12 | |
| 8 | CT151 b | 100 | 34 | 15 | |
| 9 | Al-Hd | 0 | 0 | 0 | |
| 10 | Zeolite c | 0 | 0 | 0 | |
| Homogeneous (10% mol.) | 11 | AlCl3 | 94 | 40 | 8 |
| 12 | H2SO4 | 100 | 52 | 0 | |
| 13 | CH3COOH | 0 | 0 | 0 | |
| 14 | CF3COOH | 10 | 5 | 0 | |
| 15 | BF3-O(Et)2 | 100 | 10 | 0 | |
| 16 | (COOH)2 | 0 | 0 | 0 | |
| # | Amount Cat. | 1H-NMR Yield | ||
|---|---|---|---|---|
| EtLev (%) | EtMF (%) | |||
| Amberlyst-15 b | 1 | 10% wt. | 22 | 16 |
| 2 | 25% wt. | 37 | 5 | |
| 3 | 50% wt. | 57 | 0 | |
| 4 | 100% wt. | 63 | 0 | |
| CT151 b | 5 | 10% wt. | 34 | 15 |
| 6 | 25% wt. | 50 | 3 | |
| 7 | 50% wt. | 63 | 0 | |
| 8 | 100% wt. | 72 | 0 | |
| # | ROH | Purolite CT151 | Temp. (°C) | AlkLev Yield (%) |
|---|---|---|---|---|
| 1 | MeOH | 50% wt | 80 | MeLev 30 |
| 2 b | MeOH | 50% wt | 80 | MeLev 50 |
| 3 b | MeOH | 50% wt | 160 | MeLev 32 |
| 4 | EtOH | 50% wt | 80 | EtLev 71 |
| 5 | PrOH | 50% wt | 80 | PrLev 46 |
| 6 | PrOH | 50% wt | 100 | PrLev 63 |
| 7 | iPrOH | 50% wt | 80 | iPrLev 60 |
| 8 | BuOH | 50% wt | 80 | BuLev 44 |
| 9 | BuOH | 50% wt | 120 | BuLev 55 |
| 10 | secBuOH | 50% wt | 80 | sBuLev 33 |
| 11 | secBuOH | 50% wt | 100 | sBuLev 40 |
| 12 | AllylOH | 50% wt | 80 | AllLev 52 |
| 13 | AllylOH | 50% wt | 100 | AllLev 62 |
| # | ROH | Temp. (°C) | AlkLev Yield (%) b | Isolated Yield (%) c |
|---|---|---|---|---|
| 1 d | MeOH | 80 | MeLev 65 | 55 |
| 2 | EtOH | 80 | EtLev 77 | 63 |
| 3 | iPrOH | 80 | iPrLev 60 | 50 |
| 4 | BuOH | 120 | BuLev 55 | 44 |
| 5 | secBuOH | 100 | sBuLev 40 | 30 |
| 6 | AllylOH | 100 | AllLev 62 | 55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Annatelli, M.; Trapasso, G.; Lena, L.; Aricò, F. Alkyl Levulinates from Furfuryl Alcohol Using CT151 Purolite as Heterogenous Catalyst: Optimization, Purification, and Recycling. Sustain. Chem. 2021, 2, 493-505. https://doi.org/10.3390/suschem2030027
Annatelli M, Trapasso G, Lena L, Aricò F. Alkyl Levulinates from Furfuryl Alcohol Using CT151 Purolite as Heterogenous Catalyst: Optimization, Purification, and Recycling. Sustainable Chemistry. 2021; 2(3):493-505. https://doi.org/10.3390/suschem2030027
Chicago/Turabian StyleAnnatelli, Mattia, Giacomo Trapasso, Lucrezia Lena, and Fabio Aricò. 2021. "Alkyl Levulinates from Furfuryl Alcohol Using CT151 Purolite as Heterogenous Catalyst: Optimization, Purification, and Recycling" Sustainable Chemistry 2, no. 3: 493-505. https://doi.org/10.3390/suschem2030027